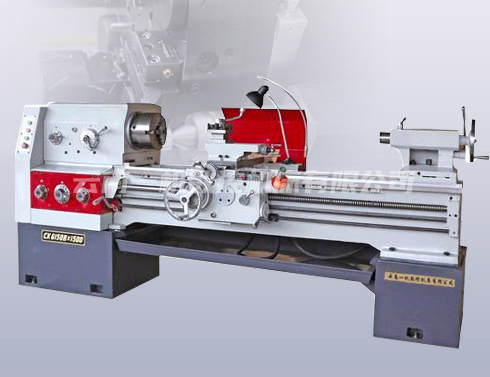
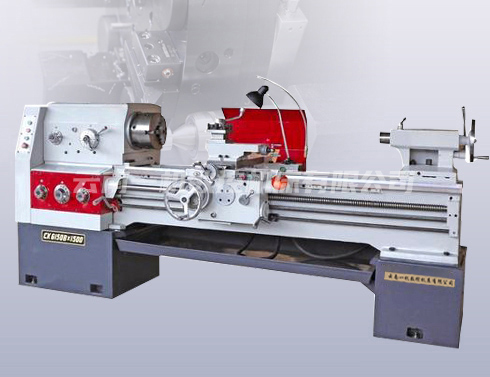
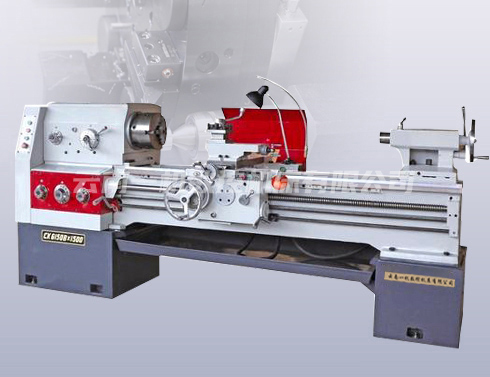
车床针对所谓平面螺纹,就是在圆柱或圆盘端面上加工的螺纹。车刀相对于工件运动的轨迹,则是一条阿基米德螺线,它与常加工的圆柱螺纹不同。在普通车床上车削平面螺纹,一般采用光杠传动,使中拖板丝杠转动,驱动车床中拖板横向移动走刀来车削。这就要求工件每转一转,中拖板横向移动工件上一个螺距。在工件螺距要求不严格时,可用工件平面螺纹的螺距,除以车床增大螺距的倍数,用所得的商,选择相近似的横向进给量,并按要求扳好进刀箱手柄,再把主轴箱上增大螺距手柄扳到增大螺距位置上,并把主轴箱上变速手柄扳到要求的位置上,安装好刀具,就可进行平面螺纹的车削。在工件螺距要求严格时,就必须配换挂轮箱挂轮。在计算挂轮前,按上述的方法,选一个近似的横走刀量,并扳好进刀箱、增大螺距和变速手柄,进行横向走刀。然后用主轴的整数去除横拖板所移动的距离,是实际的螺距。一般的情况下,不会与工件要求螺距相等,这就必须计算更换挂轮箱挂轮。
车削时,最好采用弹性刀杆,刀头的几何参数与车圆柱螺纹相同,只不过刀头车内圆一侧的副后角必须磨出双重后角,以防止车削中此部分碍事。采用主轴正反车走刀和使刀具返回。吃刀的方法有两种:一是用小刀架吃刀与退刀,小千分箍记数;二是大拖板前面的大导轨上安装磁力表架和百分表,用以控制大拖板的位置和吃刀量,并用大拖板吃刀与退刀。
在车削平面螺纹的过程中,除方牙螺纹外,车削其它牙型的螺纹,也需要像车削圆柱螺纹那样进行“赶刀”,来精车牙型的两侧面。
其“赶刀”的方法也有以下两种:一是采用大拖板吃刀与退刀,将小刀架逆时针旋转90°并固定,“赶刀”时摇动小刀架手柄即可;二是采用大拖板或小刀架吃刀与退刀,要“赶刀”时,把刀头置于工件之外,在走刀中将主轴停下,但必须无反转,这时将脱落蜗杆手柄落下,把中拖板的手柄旋转需要“赶刀”的数值,再提脱落蜗杆手柄即可。用此方法“赶刀”,必须消除传动链的间隙,就是需要往哪个方向“赶刀”,车床中拖板必须往同一方向走刀。